



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Оборудование
- Поддержка
- Справка
- Контакты

Оборудование для многономенклатурного мелкосерийного изготовления сложных и прецизионных многослойных печатных плат
В статье предлагается рассмотреть оборудование, позволяющее при относительно небольших инвестиционных затратах организовать на производственной площадке разработчика РЭА многономенклатурный мелкосерийный выпуск прецизионных многослойных печатных плат. Опыт организации таких производств существенно сокращает сроки создания РЭА.
В условиях постоянной миниатюризации и повышающейся схемотехнической сложности электронных модулей (ЭМ), связанной в первую очередь использованием в разработках прецизионных электрорадиоэлементов (ЭРЭ) — BGA c шагом выводов 1,0 мм и менее и QFP c шагом 0,5 мм и менее — специалистам очень трудно сразу создать изделие, полностью соответствующее техническому заданию. Приходится дорабатывать пробные образцы по результатам предварительных испытаний, поскольку никто не застрахован от ошибок. Причем процедура изготовления пробных образцов (малых серий) ЭМ должна проводиться достаточно быстро, чтобы уложиться в сжатые сроки разработки изделия в целом.
Ну а в связи с широким использованием в новых проектах ЭМ прецизионных ЭРЭ появляется необходимость изготовления для их основы прецизионных печатных плат. В РФ выпущен новый стандарт ГОСТ Р 53429-2009,специфицирующий прецизионные печатных плат до 7-го класса точности включительно. В статье рассмотрены возможности организации многономенклатурного мелкосерийного производства прецизионных Многослойные печатные платы при относительно небольших инвестиционных затратах. Опыт организации таких производств существенно сокращает сроки разработки РЭА.
Типовой технологический процесс изготовления печатных плат приведен на рис. 1. Оборудование, с которым мы хотим ознакомить вас, охватывает весь техпроцесс и позволяет решить вопрос производства прецизионных многослойных печатных плат полностью — от раскроя материала до финишной отмывки. Поэтому в публикации описаны ключевые операции техпроцесса, определяющие возможность изготовления прецизионных многослойных печатных плат 6–7-го классов точности по ГОСТ Р 53429-2009. Хотелось бы обратить внимание на то, что операции техпроцесса могут быть систематизированы.
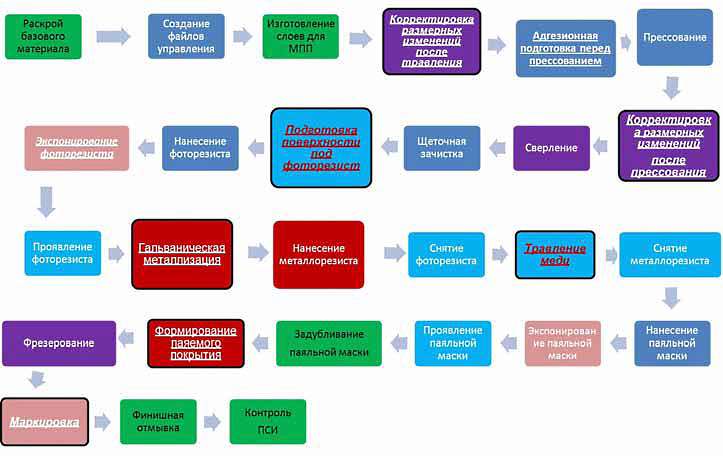
Рис. 1 Типовой технологический процесс изготовления печатных плат
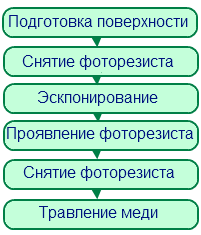 |
| Рис. 2. Изготовление внутренних слоев для МПП |
Хотя они и «разбросаны» по техпроцессу, но похожи по сути и выполняются на одном и том же либо аналогичном оборудовании — на рисунке операции объединены в группы и различаются цветами заливки. Так, «мокрые процессы» отображены голубым, мехобработка — фиолетовым, прямое формирование рисунка — светло-коричневым.
Подготовительно-заключительные этапы техпроцесса выделены зеленым цветом — они не имеют большого значения для формирования прецизионных параметров многослойных печатных плат и, чтобы не перегружать текст, исключены из рассмотрения. Операции же, оказывающие существенное влияние на прецизионность, подчеркнуты и именно они рассмотрены подробно.
Известно, что отличие техпроцесса производства двухсторонних печатных плат от многослойных печатных плат состоит только в отсутствии в техпроцессе двухсторонних печатных плат этапов изготовления слоев и прессования.
Все операции этапа производства слоев для многослойных печатных плат (рис. 2) будут подробно описаны далее — там, где пойдет речь об изготовлении внешних слоев для многослойных печатных плат, поскольку для реализации этих операций используется аналогичное оборудование и технологические приемы (операции данного этапа также окрашены зеленым).
В статье последовательность представленных операций соответствует комбинированному позитивному (полуаддитивному) методу изготовления печатных плат, как наиболее распространенному в РФ. Конечно, предлагаемое оборудование может быть использовано и в негативном (субтрактивном), тентинг-процессе.
 |
|
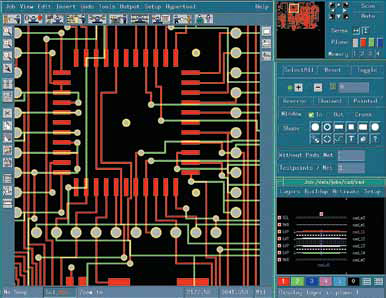
Рис. 3. Программа подготовки данных UCAM
|
Для этого необходимо лишь изменить последовательность операций. Подробности комплектования оборудования и последовательность технологической цепочки, как правило, обсуждаются для конкретного производства в соответствии с требованиями заказчика.
Для технологической подготовки данных при изготовлении прототипов и малых серий печатных плат предусмотрена программа UCAM (рис. 3), созданная фирмой Barco, являющейся, кроме того, разработчиком и владельцем очень широко распространенной CAD Gerber. Это наиболее полная, удобная для пользователя система проверки технологичности, включающая возможности корректировки проекта согласно принятым на конкретном предприятии конструктивно-технологическим нормам.
Программа UCAM содержит большое количество опций по разным аспектам управления производственным процессом и позволяет эффективно снижать время и затраты на выпуск печатных плат, исключать дополнительные расходы.
Программа подготовки данных UCAM предусматривает весь необходимый набор инструментария для вывода данных (машинных кодов) для любого автоматизированного специального технологического оборудования (СТО): установок электрического и оптического контроля печатных плат, лазерных плоттеров, сверлильных и фрезерных станков и оборудования прямого формирования рисунка.
Теперь перейдем к рассмотрению непосредственно технологического оборудования для изготовления малых серий прецизионных многослойных печатных плат. После изготовления слоев одним из основных этапов производства многослойных печатных плат является подготовка слоев перед прессованием и сам процесс прессования. Перед прессованием многослойных печатных плат на проводящую поверхность слоев необходимо нанести равномерный адгезионный слой.
Металлоорганическое адгезионное покрытие проводящего рисунка по техпроцессу Circubond концерна DOW (ранее известного как Shipley) обеспечивает высокую монолитность спрессованного пакета многослойных печатных плат, сохраняющуюся при любых технологических и эксплуатационных термовоздействиях, что особенно актуально при уменьшении зазоров на проводящем рисунке прецизионных многослойных печатных плат — ведь для многослойных печатных плат 7-го класса точности он может составлять лишь 50 мкм. Кроме того, при использовании этого покрытия отсутствует эффект «розового кольца».
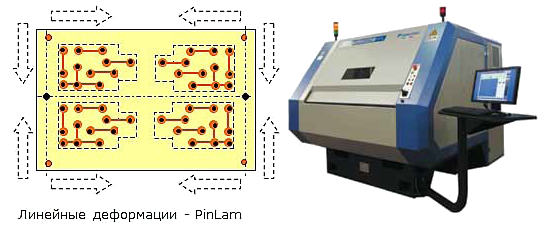
Для нанесения равномерного адгезионного слоя предлагается решение в виде установки подготовки слоев от компании Walter Lemmen (WL) (рис. 4) и технологического процесса нанесения адгезионного покрытия Circubond, включая необходимые концентраты. То есть помимо оборудования возможна поставка химии и отработка технологического процесса под ключ.Для обеспечения точного совмещения слоев при сборке пакета многослойных печатных плат используется автоматическая установка пробивки базовых отверстий в слоях после травления по процессу PinLam фирмы Picard (рис. 5).
 |
 |
|
Рис. 4. Установка нанесения адгезионного
покрытия Circubond
|
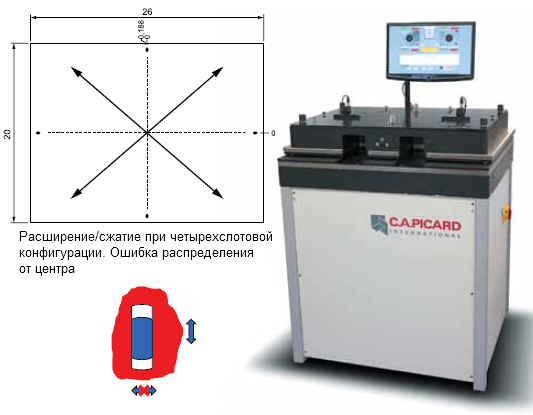
Рис. 5. Автоматическая установка PinLam,
предназначенная для пробивки
базовых отверстий в слоях после травления
|
Эта установка предназначена для коррекции баз сразу после травления, что вызвано необходимостью компенсировать размерные изменения слоев, появляющиеся при частичном удалении (стравливании) фольги и связанные с проявлением внутренних напряжений, возникших при изготовлении (прессовании) тонкого ламината, используемого для изготовления слоев.
Установка обладает рядом преимуществ, позволяющих реализовать совмещение слоев в прецизионных многослойных печатных плат 6–7-го класса точности по ГОСТ Р 53429-2009, с учетом размерных изменений, появляющихся на всех этапах их изготовления.
Основные преимущества установки:
- простое технологическое освоение в производстве — достаточно набрать пакет на слотовые штифты в прессформе и не надо подбирать режимы бондирования в зависимости от структуры пакета и контролировать отсутствие разрушения точек бондирования;
- систематизация размерных изменений — фиксация на слотах допускает размерные изменения в направлениях вдоль лысок и не таких измерений в поперек лысок (рис. 5).
 |
 |
 |
|
Рис. 6 Гидравлический пресс с вакуумной рамой
|
Рис. 7. Рентгеновский сверлильно-фрезерный станок Inspecta Combo HPL
|
Рис. 8. Оборудование снятия заусенцев
после сверления
|
При прессовании это формирует так называемые линейные размерные изменения, что существенно упрощает их коррекцию после прессования.Для прессования многослойных печатных плат предлагается гидравлический пресс с вакуумной рамой производства той же WL (рис. 6), обеспечивающий давление до 230 кН. Пресс имеет 1 просвет, максимальная поверхность прессования приблизительно 400…300 мм, а температура нагрева достигает +200 °C.В процессе прессования появляются самые большие размерные изменения.
Одной из главных задач корректировки размерных изменений, возникающих после процесса прессования многослойных печатных плат, является совмещение массивов отверстий и контактных площадок на наружных слоях с соблюдением требований «гарантийного пояска» (величины D–d/2). Чем меньше разница между диаметром КП и диаметром сверла (D–d), а у прецизионных плат эта величина особенно критична, тем более требовательна печатных плат к необходимости корректировки размерных изменений, ведь именно она влияет на увеличение надежности и процент выхода годных многослойных печатных плат.
На рис. 7 представлен уникальный в своем роде станок Inspecta Сombo HPL компании Pluritec, предназначенный для корректировки размерных изменений после прессования. Станок позволяет корректировать как линейные, так и нелинейные размерные изменения (корректировка линейных изменений после прессования по системе PinLam выполняется быстрее и с большей точностью). Inspecta Сombo HPL оснащен двумя шпинделями (1 сверлильным и 1 фрезерным), позволяющими сверлить и фрезеровать плату непосредственно после рентгеновско й корректировки («за один установ» — без снятия со стола), что также существенно повышает точность при изготовлении многослойных печатных плат.
В принципе, могут быть реализованы различные технологические схемы корректировки, сверления и фрезерования с использованием широкой линейки станков фирмы Pluritec, в зависимости от необходимой производительности и технологических приемов. После сверления могут остаться заусенцы по краям отверстий на плате, которые требуется удалить во избежание повреждения фоторезиста при последующих операциях ламинирования и «мокрых процессах» фотолитографии. Для снятия заусенцев предлагается установка щеточной зачистки серии RBM (рис. 8) производства компании WL, которая включает станцию влажной зачистки вращающимися щетками и с колебаниями вдоль осей (осцилляцией), смывку водой с последующим отжимом и станцию сушки горячим воздухом.
Под установкой расположен ленточный фильтр, который позволяет отфильтровать медь, предотвращая ее попадание в сточные воды. Установка разработана для применения на всех операциях, где требуются щетки, в том числе и на отмывке плат после горячего лужения. В этом случае жесткие щетки, используемые для снятия заусенцев, меняются на нейлоновые. Если нет необходимости фильтрования меди, установка может быть выполнена в настольном варианте. Теперь рассмотрим СТО «мокрых процессов», требуемое для изготовления как внутренних, так и внешних слоев.
Перед нанесением фоторезиста выполняется подготовка поверхности. Говоря о подготовке поверхности, мы предлагаем универсальное технологическое решение, которое называется процессом селективного микротравления. Процесс имеет марку Circuposit Etch 3330 и разработан концерном DOW. Он позволяет добиться шероховатости медной поверхности, достаточной для обеспечения высокой адгезии всех типов фоторезистов, необходимой при реализации прецизионного рисунка.
Сам процесс уже достаточно известен в России и применяется на нескольких предприятиях, обладает рядом существенных преимуществ по сравнению с предлагаемыми рынком аналогичными составами:
 |
|
Рис. 9. Установка подготовки поверхности Convert
|
1. Поставка и корректировка происходит концентратами (а не рабочими растворами), что обеспечивает экономное потребление составов в процессе корректировок рабочего раствора в соответствии с регламентом производственного процесса.
2. Обеспечивает отличную адгезию (что особенно актуально при изготовлении печатных плат с прецизионными проводниками) при относительно малом снятии меди. Развитие рельефа происходит за счет преимущественного растравливания межкристаллитных промежутков.
3. Состав является универсальным для подготовки поверхности и под травильный фоторезист, и под паяльную маску. Другими словами, можно использовать одну линию для двух операций, что особенно актуально при выпуске малых серий. Для реализации селективного микротравления используется конвейерная установки фирмы WL серии Convert (рис. 9).
Конвейерные системы серии Convert являются универсальной технологической платформой и могут быть использованы для всех «мокрых процессов», таких как проявление, травление, снятие резиста и т. п. (в особенности для тех технологических операций, где требуется формирование прецизионных элементов рисунка).
Транспортировка плат осуществляется в вертикальном положении, благодаря чему оборудование равномерно и интенсивно обрабатывает всю поверхность. Линии оснащены многоступенчатыми промывками и модулем сушки.
При использовании Convert в качестве линии травления система обеспечивает данный процесс с минимальным параметром «проводник/зазор» до 50/50 мкм. То есть установку можно применять в том числе и для изготовления печатных плат 6–7-го классов точности. Несмотря на компактность, линии снабжены всеми необходимыми опциями для процессов прецизионной струйной обработки, такими как системы дозирования, pH- и редокс-контроллеры, вытяжныеи патрубки, необходимые фильтровальные устройства.
 |
|
Рис. 10. Ламинатор RLM 419p
|
На этапе фотолитографии при изготовлении внутренних и внешних слоев многослойных печатных плат наносится фоторезист, для чего предназначены ламинаторы. При изготовлении малых серий стоит обратить внимание на еще один продукт фирмы WL — ламинатор RLM 419p (рис. 10). Он позволяет наносить фоторезист шириной до 400 мм. Это очень надежный и мощный инструмент, разработанный специально для небольших производств и лабораторий.
Он подходит для всех типов пленочных резистов, используемых при изготовлении печатных плат, и обеспечивает адгезию фоторезиста, достаточную для изготовления прецизионного рисунка печатных плат вплоть до параметра «проводник/зазор» на уровне 50/50 мкм при проведении предварительной адгезионной подготовки поверхности (например, процессом Circuposit Etch 3330).
Естественно, для реализации такого предельно прецизионного рисунка необходимо решить весь комплекс технологической подготовки и оснащения. Следует отметить, что, как правило, на многономенклатурных производствах, чтобы не тратить время на смену рулонов фоторезистов разных типов, ставят несколько ламинаторов (их относительно низкая цена позволяет сделать это). Следующим этапом при выпуске печатных плат является экспонирование фоторезиста.
Существует два способа экспонирования современных прецизионных печатных плат:
• оптическое экспонирование коллимированным потоком света;
• прямое экспонирование сфокусированным лазерным лучом.
Применение установки экспонирования с коллимированным светом потребует от пользователя изготовления фотошаблонов и применения специальных фоторезистов высокого разрешения, что в конечном счете приведет к увеличению трудоемкости производства печатных плат и необходимости приобретать дополнительное оборудование для изготовления и хранения фотошаблонов. Также сама установка экспонирования с коллимированным источником света достаточно сложная и дорогая, поэтому мы считаем, что для выпуска малых серий целесообразнее использовать установку прямого экспонирования.
 |
|
Рис. 11. Установка прямого
экспонирования серии UV-P
фирмы Limata
|
 |
|
Рис. 12. Химико-гальваническая линия Compacta
|
Для формирования рисунка методом прямого экспонирования предлагается установка прямого экспонирования компании Limata (рис. 11), которая в зависимости от комплектации может обеспечивать экспонирование прецизионного рисунка с элементами до 25 мкм.
Благодаря установленным в экспонирующей головке лазерным полупроводниковым диодам с разными длинами волн возможно экспонирование любых фотоформируемых слоев — как на специальных и стандартных сухих пленочных фоторезистах (СПФ), так и фотоформируемой паяльной маске (ФФПМ).
Естественно, при экспонировании ФФПМ производительность снижается, а при экспонировании стандартных СПФ производительность по фоторезистам разных марок будет различаться.
Производительность прямого экспонирования в первую очередь зависит от требуемой удельной энергии экспонирования. Она измеряется в мДж/см2 и указывается в технических требованиях на фоторезисты.
Интеллектуальное базирование позволяет экспонировать платы даже при нелинейных искажениях (рисунок при прямом экспонировании корректируется программным обеспечением, данные для коррекции могут по сети передаваться от рентгеновского станка, выполняющего анализ).
Применение прямого экспонирования сокращает инвестиционную и эксплуатационную нагрузку на производство (не нужно приобретать и содержать оборудование для изготовления материальных фотошаблонов — их функцию полностью заменяют виртуальные фотошаблоны-программы).
Создание высококачественных печатных плат, в том числе и многослойных, требует хорошей металлизации отверстий. Фирма WL в кооперации с ООО «РТС Инжиниринг» разрабатывает и производит химико-гальванические линии Compacta, как в ручном, так и в автоматическом исполнении под требования технологического процесса заказчика (рис. 12).
В зависимости от условий техпроцесса в линиях применяются различные системы, влияющие на качество обработки плат. Система «Вентури» применяется для эффективного безвоздушного перемешивания растворов при помощи эдукторов, что до 5 раз увеличивает интенсивность прокачки раствора через каждую форсунку.
Система перемешивания с эдукторами в рабочих ваннах не дает твердым частицам оседать на дно, где может сформироваться слой шлама, который сокращает срок службы раствора, требует частых замен рабочих растворов, долгих простоев во время очистки дна ванны и применения дорогостоящих насосов.
Не давая оседать «грязи», сохраняя ее в виде суспензии, система с эдукторами облегчает работу фильтровальной системы, установленной на ванну для удаления частиц примесей. Снижение количества пузырьков воздуха (безвоздушное перемешивание) существенно уменьшает количество дефектов металлизации, особенно в глухих и микроотверстиях.
Система вибрации эффективно удаляет пузырьки воздуха из отверстий, а также обеспечивает лучший обмен раствора в процессе металлизации. Система сушки позволяет получить чистую и сухую поверхность печатных плат на выходе из линии.
Модульная конструкция системы Compacta обеспечивает возможность интеграции дополнительных химических процессов в конструкцию системы:
• удаление наволакивания смолы в зоне торцевого контакта (перманганатная обработка);
• нанесение адгезионного покрытия (подготовка поверхности перед прессованием).
Помимо поставки оборудования возможна и поставка химикатов для комплекса химико-гальванических процессов металлизации отверстий и запуск на них технологического процесса (предусмотрен запуск техпроцесса и на химикатах заказчика). Следующая операция техпроцесса — нанесение паяльной маски (ПМ). В техпроцессе изготовления печатных плат используется паяльная маска двух типов: жидкая и сухая.
 |
|
Рис. 13. Установка сеткотрафаретной печати
EMS SP 20/20
|
 |
|
Рис. 14. Вакуумный ламинатор DPL-24A
|
 |
|
Рис. 15. Установка горячего лужения
|
 |
|
Рис. 16. Химико-гальваническая линия Compacta с автооператором
|
 |
|
Рис. 17. Струйный принтер для нанесения маркировки фирмы CircaPrint
|
 |
|
Рис. 18. Тестер G70
|
В зависимости от этого для нанесения ПМ предлагается разное оборудование. Наиболее распространенный метод нанесения жидкой паяльной маски — сеткотрафаретная печать. Для обеспечения этого метода в условиях мелкосерийного производства можно применять ручную установку трафаретной печати модели EMS SP 20/20 (рис. 13).
Эта установка имеет ряд особенностей, существенно влияющих на качество нанесения:
• давление ракеля управляется и настраивается пневматическим цилиндром, контролируется и корректируется по переднему манометру;
• перемещение рамы трафарета вверх/вниз осуществляется пневмоцилиндрами, управление которыми ведется с передней панели выключателем, что обеспечивает легкое отлипание трафарета от платы.
Если требуется тентировать отверстия, то необходимо применять сухую паяльную маску. Вакуумный ламинатор (аппликатор) модели DPL-24A (рис. 14) — установка, предназначенная для нанесения сухой паяльной маски на печатные платы в условиях мелкосерийного производства.
Для достижения высокой адгезии пленки ПМ и гарантии отсутствия пузырьков воздуха под наносимой пленкой аппликатор при ламинировании использует нагрев, вакуум и давление.
Для управления установкой предусмотрен цифровой сенсорный контроллер, расположенный на передней панели. Он регулирует и отображает температуру, давление, уровень вакуума, а также позволяет сохранять программы с различными параметрами процесса, что очень удобно при многономенклатурном производстве. Выбор маски всегда остается за заказчиком.
Жидкая ПМ дешевле, но не тентирует отверстия более 0,4 мм; сухая (пленочная) ПМ закрывает отверстия, но стоит дороже и требует применения вакуумного ламинатора. Еще один немаловажный этап технологического процесса — формирование паяемого покрытия.
Для многономенклатурного мелкосерийного производства печатных плат целесообразно использовать один из двух, а может быть, и оба процесса финишного покрытия. Первый из них — горячее лужение оловянно свинцовым эвтектическим или бессвинцовым припоем.
Для его реализации предлагается установка горячего лужения с воздушным выравниванием (HAL) производства фирмы Laif engineering (рис. 15).
Работает это оборудование следующим образом:
• после флюсования плата помещается в установку горячего лужения и ее механическим приводом погружается в тигель с расплавленным припоем;
• после выдержки в тигле при подъеме плата продувается большим количеством горячего воздуха с помощью «воздушных ножей», что обеспечивает равномерное покрытие припоем;
• при этом при правильном выборе технологического режима (давления воздуха, скорости подъема, расстояния между ножами, углом их наклона) на ламелях под пайку формируется планаризация поверхности, обеспечивающая бездефектную автоматизированную установку миниатюрных ЭРЭ в техпроцессе поверхностного монтажа с использованием припойной пасты.
Второй процесс — нанесение иммерсионного золота на подслой палладия и никеля.
Для этой операции фирма WL предлагает специально сконструированные линии, о которых говорилось выше, Compacta. Конструкция и химические процессы ориентированы на потребности клиента.
При этом для минимизации субъективных ошибок оператора линии могут комплектоваться автооператором (рис. 16). Для решения задачи нанесения иммерсионного золота наша компания предлагает соответствующие концентраты и отработку технологического процесса под ключ.
Еще раз хотим обратить внимание на то, что в статье рассматриваются в первую очередь решения для изготовления именно прецизионных печатных плат, поэтому не идет речь о других финишных покрытиях, таких как серебро, иммерсионное олово, органические покрытия. Но, если заказчику требуется какой-либо из этих процессов, ООО «РТС Инжиниринг» готово предоставить необходимое оборудование, химикаты и свои услуги по отработке процессов.
Операция маркировки плат может выполняться различными методами. Для прототипов и малых серий, особенно при многономенклатурном производстве, на наш взгляд, целесообразнее маркировать платы, используя принтер. Для этих целей предлагается принтер фирмы CircaPrint (рис. 17).
Прямое формирование рисунка маркировки струйным принтером за счет использования виртуальных фотошаблонов-программ резко повышает оперативность организации процесса в условиях многономенклатурного производства и сокращает инвестиционные издержки.
В процессе маркировки принтер позволяет выполнять оперативное масштабирование (если это необходимо) по результатам анализа размерных изменений, получаемых по сети. Он оснащен программным обеспечением маркировки порядкового номера заготовки и фрагмента заготовки, а при необходимости и коэффициентом масштабирования.
Минимальная ширина линии — 80 мкм. Минимальный шрифт — 1,2 мм. Возможна оперативная смена цветов маркировки. При использовании картриджей с краской одного цвета (на принтере установлены — 4 картриджа по 0,3 мл каждый) возможна маркировка до 2000 заготовок без смены картриджей.
Для электроконтроля печатных плат без монтажа предлагается установки электроконтроля фирмы Gardien, например тестер G70 (рис. 18).
Основные характеристики тестера:
• 4000 тестовых точек в минуту;
• автоматическое определение положения платы по камерам;
• простое программное обеспечение для управления тестером на базе Windows;
• выходные форматы IPC и из системы подготовки данных Ucam;
• возможно тестирование печатных плат с порогом сопротивления, контролируемых проводников до 1 мОм (при использовании «щупов Кельвина»).
Двухсторонняя установка электрического контроля компании Gardien G70 — это тестер для контроля печатных плат с четырьмя «летающими» щупами.
Представленное в настоящей статье оборудование позволяет с заказчику, занимающемуся разработкой РЭА и обладающему ограниченными инвестиционными возможностями, комплексно решить проблему организации мелкосерийного многономенклатурного производства печатных плат, в том числе прецизионных (6–7-го классов точности по ГОСТ Р 53429-2009) под монтаж миниатюрных многовыводных компонентов.
Как было сказано вначале, в статье представлены ключевые операции техпроцесса и соответствующее оборудование, определяющие возможность изготовления прецизионных многослойных печатных плат 6–7-го классов точности по ГОСТ Р 53429-2009.
Из рассмотрения исключено второстепенное СТО подготовительно-заключительных этапов техпроцесса:
• оборудование раскроя заготовок (гильотинные ножницы 530 и 650 Н);
• установка обработки кромок EdgeCut;
• оборудование для различных термообработок (универсальные сушильные шкафы серии UF);
• оборудование финишной отмывки (установка финишной отмывки печатных плат фирмы Imo);
• контрольно-измерительное оборудование приемосдаточных и других видов испытаний (стереоскопические микроскопы с возможностью вывода изображения на компьютер, измерительная электронная линейка и пр.).
В зависимости от объема имеющегося у заказчика задействованного оборудования, включая локальные очистные для реализации комплексного техпроцесса мелкосерийного многономенклатурного производства прецизионных многослойных печатных плат с помощью описанного выше СТО, потребуется производственная площадь около 500 м2.