



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Оборудование
- Поддержка
- Справка
- Контакты

Плазмохимическая очистка медных торцов в просверленных отверстиях многослойных печатных плат
Илья Лейтес, Главный технолог "РТС Инжиниринг"
Евгения Николаева, к.х.н., начальник сектора ИТМ и ВТ им. Лебедева
В настоящее время востребованными становятся печатные платы, изготовленные из материалов, рассчитанных на работу в диапазоне частот 1...20 ГГц (и более). Использование таких материалов требует освоения новых технологических методов формирования рисунка слоев и структуры МПП. В статье описывается технология изготовления СВЧ МПП с использованием метода полностью аддитивного формирования слоев, разработанного в ФГУП ИТМ и ВТ. Изготовление опытных образцов по данной технологии освоено на производственном участке ОАО НИЦЭВТ.
Производство СВЧ многослойных печатных плат (МПП) с проводниками шириной 50...75 мкм при толщине проводников 20...50 мкм основано на методе полностью аддитивного формирования слоев.
При изготовлении МПП этим методом топология слоя формируется селективно по рисунку на временном носителе-заготовке из нержавеющей стали. Затем рисунок проводников впрессовывают в изолирующий слой на всю толщину проводника, используя нужное количество прокладок препрега, после чего спрессованный слой механическим способом отделяют от временного носителя. Схема маршрута изготовления слоев этим методом изображена на рисунке 1.
 |
|
Рис. 1. Маршрут изготовления слоев аддитивным методом
|
Геометрия проводников определяется рисунком в сухом пленочном фоторезисте, а изолирующие области формируются селективно как между проводниками в слое, так и между слоями проводников.
Форма, размеры и точность получения проводящего рисунка зависят только от точности защитного рельефа, для получения которого применяют способы фотолитографического формирования в сухом пленочном фоторезисте водощелочного проявления (возможно лазерное гравирование в тонком слое диэлектрика).
Травление медной шины выполняется в том случае, если слои изготавливают без переходных отверстий (межслойных переходов), а также для экранных слоев. После травления шины (на 2…5 мкм) получаются готовые слои.
Преимуществами полностью аддитивного метода формирования слоев являются следующие:
- исключение их технологического процесса фольгированного диэлектрика; для изготовления слоев используется только препрег, медные аноды и другие стандартные материалы, что обеспечивает высокую стабильность размеров (примерно в 3 раза выше, чем у фольгированного диэлектрика);
- высокая разрешающая способность (современные прецизионные фоторезисты позволяют получать проводники шириной до 20 мкм);
- высокая точность получения рисунка проводников при незначительном разбросе размеров из-за отсутствия подтрава;
- возможность формирования проводников и изоляции требуемой толщины;
- высокое объемное удельное и поверхностное сопротивление изоляции;
- более высокая адгезия проводников за счет их запрессовки в диэлектрик;
- возможность выбора диэлектрика (препрега) с различными физическими свойствами.
При изготовлении двухслойных (ДПП) и многослойных (МПП) печатных плат традиционным методом, например, методом «тентинга», сквозные металлизированные отверстия завешиваются (тентируются) пленочным фоторезистом, т.е. защитный рисунок формируется над металлизированными отверстиями. При травлении медной фольги на поверхности (в процессе формирования проводников на наружном слое МПП) металлизация стенок сквозных отверстий оказывается защищенной от травления.
Это очень прогрессивный и экономичный метод изготовления МПП из фольгированного диэлектрика. Однако он имеет ряд ограничений. Во-первых, необходимо травить слой меди большой толщины, состоящий из исходной фольги материала и слоя меди, осажденного на поверхность во время металлизации сквозных отверстий. Например, при использовании фольги толщиной 9 мкм и при требуемой толщине металлизации отверстий не более 25 мкм (на поверхности наружного слоя МПП 30...32 мкм), общая толщина слоя меди для травления рисунка проводников будет составлять минимум 40 мкм. В результате обеспечивается точность ширины проводников после травления около ±30 мкм. Для СВЧ МПП такая точность проводников в большинстве случаев неприемлема.
Возможности получения точных проводников полностью аддитивным методом на наружных слоях СВЧ ДПП и МПП используются в предлагаемом методе тентирования рисунка проводников (ТЕНТРИС). Первый вариант схемы такого процесса показан на рисунке 2.
 |
Прессование наружных слоев МПП с носителей
|
 |
Сверление свозных отверстий в местах межслойных переходов
|
|
Предварительная металлизация
|
|
 |
Наслаивание СПФ
|
 |
Формирование в СПФ рисунка контактных площадок
|
 |
Гальваническая металлизация сквозных переходных отвестий
|
 |
Удаление СПФ
|
 |
Травление тонкой медной шины
|
|
Рис. 2. Изготовление МПП методом тентирования рисунка (ТЕТРИС). Вариант 1. Наружные слои с носителей. Сквозные отверстия
|
|
Наружные слои проводников припрессовываются к остальной части МПП с носителей, на которых предварительно сформированы точные проводники требуемой геометрии. После сверления и предварительной металлизации (суммарная толщина прямой металлизации и гальванической затяжки 3...4 мкм) сквозных отверстий для межслойных переходов в сухом пленочном фоторезисте (СПФ) создается рисунок только контактных площадок межслойных переходов, а остальная поверхность платы остается закрытой пленочным фоторезистом, где под тонкой шиной (толщиной 4...5 мкм) расположены все прецизионные проводники. Таким образом, осуществляется тентирование проводников. В результате металлизация межслойных переходов не влияет на геометрию проводников.
Удаление фоторезиста, травление шины (толщиной 4…5 мкм) и затяжки (толщиной 3...4 мкм) не влияют на точность размеров проводников.
При металлизации отверстий можно использовать также металлорезист, например, иммерсионное олово или золото, как показано на рисунке 3.
 |
Прессование наружных слоев МПП
|
 |
Сверление сквозных отверстий в местах многослойных переходов
|
|
Предварительная металлизация
|
|
 |
Наслаивание СПФ
|
 |
Формирование в СПФ рисунка контактных площадок
|
 |
Гальваническая металлизация сквозных переходных отвестий
|
 |
Удаление СПФ
|
 |
Травление шины
Удаление металлорезиста |
|
Рис. 3. Изготовление МПП методом тентирования рисунка (ТЕТРИС). Вариант 2. Наружные слои с носителей. Сквозные отверстия. Металлорезист
|
|
При реализации более сложных МПП с использованием глухих микропереходов сверление и металлизация всех отверстий производится совместно. Схема такого процесса показана на рисунке 4.
 |
Прессование наружных слоев МПП с носителей
|
 |
Сверление свозных отверстий в местах межслойных переходов
|
|
Предварительная металлизация
|
|
 |
Наслаивание СПФ
|
 |
Формирование в СПФ рисунка контактных площадок
|
 |
Гальваническая металлизация сквозных переходных отвестий
|
 |
Удаление СПФ
|
 |
Травление тонкой медной шины
|
|
Рис. 4. Изготовление МПП методом тентирования рисунка (ТЕТРИС). Вариант 3. Наружные слои с носителей. Сквозные отверстия. Глухие отверстия
|
|
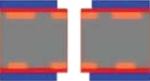
В СВЧ-аппаратуре часто используют двухслойные печатные платы, у которых наружный слой состоит из прецизионных проводников, а второй слой выполняет функцию земли/ питания или теплоотвода. На основе аддитивного метода с тентированием рисунка проводников такие платы реализуются по схеме, изображенной на рисунке 5.
|
|
Припрессование с носителей сигнального слоя на медный лист
|
|
|
Сверление отверстий в местах соединения с шиной земли. Предварительная металлизация поверхности и отверстий (3-4 мкм)
|
|
|
Наслаивание СПФ и формирование освобождений по рисунку КП переходов
|
|
|
Гальваническая металлизация отвестий
|
|
|
Удаление СПФ и травление медной шины и затяжки ( 6-9 мкм)
|
|
Рис. 5. Изготовление микропереходов в СВЧ двухслойной плате
|
|
Одним из вариантов получения изоляционного слоя в таких платах может служить склеивание листов СВЧ-пленки (например, TacBond HT 1,5 компании Taconic), имеющей толщину 40 мкм. Подбор необходимого количества листов пленки при заданной ширине сигнальных проводников обеспечивает требуемое волновое сопротивление.
При конструировании СВЧ МПП для систем в корпусе (СвК), в которых применяются компоненты с шариковыми выводами, возникает проблема ограничения по плотности контактных площадок. Особенно это ощутимо при шаге выводов 0,5 мм. Это обусловлено тем, что при обычной технологии изготовления МПП для соединения с шариковыми выводами микросхем требуется дополнительная площадь поверхности платы для размещения контактной площадки металлизированного перехода и соединительного проводника от этой площадки до контактной площадки для шарикового вывода.
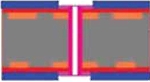
Совмещать эти контактные площадки при обычной технологии МПП не рекомендуется, т.к. во время припаивания шариковых выводов припой уходит в отверстия.На основе аддитивного метода можно значительно увеличить плотность монтажа компонентов в корпусах типа BGA с помощью предварительного изготовления двухслойных заготовок со скрытыми под монтажными контактными площадками микропереходами. Схема получения этих заготовок показана на рисунке 6.
|
|
Формирование из двух носителей СВЧ-препрега двухслойной заготовки
|
|
|
Сверление глухих микропереходов со стороны второго сигнального входа. Предварительная металлизация.
|
|
|
Нанесение СПФ и формирование рисунка КП переходов
|
|
|
Химико-гальвагническая металлизация глухих отвеерстий
|
|
|
Удаление ВПФ и травление тонкой шины
|
| Рис. 6. Изготовление заготовок наружных слоев СВЧ МПП со скрытыми под монтажными площадками межслойными переходами | |
Эти заготовки склеиваются с остальной частью МПП, после чего, при необходимости, можно делать сквозные межслойные переходы с тентированием проводников и контактных площадок для монтажа микросхем в корпусах типа BGA.
При реализации указанных выше процессов изготовления СВЧ-плат основную роль играет высокочастотный препрег (склеивающая прокладка или пленка). В данном случае был использован препрег TPG компании Taconic. В основу TPG входят такие материалы как PFTE, ВТ-смола, эпоксидная смола и стеклоткань.
Этот материал, благодаря малой величине диэлектрической постоянной, обеспечивает следующие преимущества:
- более высокая скорость распространения сигналов (уменьшение задержки);
- возможность получения более тонких слоев, что уменьшает общую толщину МПП;
- снижение перекрестных наводок (помех);
- уменьшение затухания сигнала (пропорциональное корню квадратному из величины диэлектрической постоянной, умноженному на частоту и фактор потерь).
Кроме того, применение этого материала позволяет обеспечить:
- уменьшение потерь на более высоких частотах сигналов с малыми фронтами;
- более однородную структуру конструкции благодаря близким свойствам ламината и препрега;
- меньшие размерные изменения по оси Z (в направлении толщины платы) и, в связи с этим, меньшую зависимость параметров от температуры;
- хорошее заполнение глухих и заглубленных переходов благодаря улучшенной текучести препрега;
- высокую адгезию к медной фольге;
- реализацию процесса прессования (склеивания) МПП в режимах, используемых для обычных материалов типа FR4.
Диэлектрик из TPG является размерностабильным материалом, что объясняется применением стеклоткани и сравнительно низкими и предсказуемыми сдвигами, возникающими при прессовании. Некоторые характеристики препрегов TPG для применения в различных конструкциях приведены в таблице 1.
Характеристики препрегов
|
Препрег
|
Диэлектрическая постоянная
|
Типовые толщины, мкм
|
|
TPG-30
|
3,00
|
114, 127
|
|
TPG-35
|
3,50
|
114
|
Для процесса прессования рекомендуются следующие условия (при использовании вакуумного пресса):
- скорость нагрева должна быть 1,5...5,5°С/мин. до температуры 190°С (при этом диапазон текучести 80...150°С);
- первая ступень давления величиной 73 psi (6 бар) прикладывается до тех пор, пока температура пакета не достигнет 37°С; затем прикладывается полное давление 450 psi (31 бар);
- время выдержки для полимеризации 1 час;
- скорость охлаждения пакета при полном давлении 3°С/мин.
Для хорошего заполнения пространства между проводниками желательно достичь максимальной текучести перед отверждением смолы. Процесс прессования следует начинать с холодного старта. Горячий старт прессования приводит к полимеризации смолы до того, как будет достигнута оптимальная текучесть.
При сверлении отверстий главным условием является поддержание минимальной температуры разогрева сверла. Качество отверстий в большой степени зависит от остроты режущих кромок, поэтому рекомендуется использовать новые сверла ведущих фирм-производителей. При сверлении материала TPG компании Taconic рекомендуется соблюдать следующие условия:
- материал накладок — листы алюминия или стандартные накладки из гетинакса;
- выходной (подкладочный) материал — твердый гетинакс толщиной 1,5…3 мм;
- толщина пакета плат при сверлении не должна превышать 2/3 длины рабочей части сверла наименьшего диаметра из тех, что используются для данной печатной платы;
- параметры сверления следует выбирать согласно рекомендациям компании-изготовителя материала;
- параметры сверления должны обеспечивать уменьшение или полное устранение заполнения отверстий стружкой, количества заусенцев и замазывания торцов;
- количество просверленных отверстий должно быть в диапазоне 500...1000 в зависимости от размера сверла и толщины платы;
- возможно применение «реск»-метода сверления (проход отверстия по длине в несколько приемов с промежуточным вытаскиванием сверла).
Перед подготовкой отверстий в плазме следует тщательно удалить все отходы сверления из отверстий. Удаление мусора из отверстий малого диаметра осуществляется под давлением воздухом или водой. При этом следует избегать повреждения шины. При использовании воды перед подготовкой отверстий печатные платы необходимо сушить в течение 1 часа при температуре 120°С для полного удаления влаги.
Компания Taconic не рекомендует для своих материалов устранять заусенцы, т.к. это приводит к деформации ламината. Для предотвращения появления заусенцев следует оптимизировать параметры и режимы сверления без использования механической обработки.
Еще одной проблемой при сверлении отверстий является образование нитей, выступающих из стенок отверстий. Из-за того, что диэлектрическая основа TPG (фторопласт) является достаточно мягким материалом, часть нитей не обрезается при сверлении, а вминается в материал основы, а после выхода сверла выпрямляется, образуя нечто подобное щетке на стенках отверстия. Минимизация этого эффекта также требует подбора оптимальных режимов сверления. Кроме того, рекомендуется использовать сверло несколько большего диаметра, чтобы компенсировать уменьшение диаметра готового отверстия (особенно монтажного) из-за увеличения толщины металлизации на неровностях стенок отверстия. Необходимо обеспечить максимальный вакуум и давление прижима не менее 400 psi. Интервал между сверлениями 1 с.
Свойства материала на входе и выходе отверстия очень критичны. PTFE разогревается, и наплывы оседают на поверхности сверла. Гетинакс, используемый в качестве накладок и подкладок при сверлении, обеспечивает очистку поверхности сверла.
Испытания показали, что качество стенок отверстий будет хорошее, если обеспечивать охлаждение сверла. Для охлаждения достаточна пауза между очередными сверлениями в течение 1 с — более длительное время не улучшает качество отверстий.
Существуют два метода подготовки отверстий к процессу металлизации.
Первый метод — химическая обработка с помощью растворов, содержащих натрий, который удаляет атомы фтора из молекул PTFE. Это способ используется довольно часто; он допускает длительное хранение обработанных отверстий, обеспечивает высокую скорость и полное покрытие поверхности. Однако для обработки отверстий малого диаметра требуется применение дополнительного оборудования.
Второй метод — плазменная обработка. При правильном подборе газов и режимов плазма обеспечивает металлизацию PTFE-смолы. Опыт показывает, что водород и азот образуют оптимальную смесь газов. Можно применять также гелий. Преимущество плазменной обработки в ее экономичности. Недостатком является сравнительно длительный процесс обработки (35…60 мин) и короткое время хранения обработанных отверстий (4…24 час).
Материал TPG содержит также термореактивную смолу в качестве связующего агента, что требует кроме обработки PTFE проводить дополнительную очистку. Для этого также применяют два метода. Первый метод — обработка плат в перманганатном растворе, который растворяет смолу. Второй метод — также плазменная обработка. Процесс обработки PTFE не затрагивает ВТ и эпоксидную смолу, и наоборот. Поэтому можно вначале обработать ВТ/эпоксидную смолу, а затем PTFE.
В комбинированных МПП, где сочетаются слои материала компании Taconic и FR4, можно использовать перманганатную обработку отверстий с последующей щелочной обработкой.
Компания Taconic рекомендует следующий порядок обработки стенок отверстий.
- Очистка отверстий перед обработкой (с помощью воды или воздуха). Если используется водная очистка, необходима сушка плат при 105°С в течение 1 час.
- Удаление эпоксидных замазываний с помощью плазменной обработки, используя стандартную мощность и набор газов. Процесс проводится 15-мин циклами, чтобы избежать перегрева.
- Дополнительная плазменная обработка PTFE в смеси 30…70% водорода и 70…30% азота. При отсутствии водорода хорошие результаты можно получить, используя 100% гелий. Мощность должна составлять 60…75% от максимальной мощности. Время обработки 30…60 мин в зависимости от диаметра и числа отверстий, а также толщины платы. При больших соотношениях толщины платы к диаметру отверстия требуется более длительный процесс.
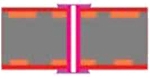
После подготовки стенок отверстий материал компании Taconic обычно металлизируется с помощью химического меднения или прямой металлизацией с последующей обычной гальванической металлизацией (см. рис. 7).
 |
| Рис. 7. Металлизированное сквозное отверстие в 4-слойной плате из материала ТPG фирмы Taconic |
Из-за мягкости материала компании Taconic механическая обработка плат на его основе обычно более сложна, чем плат из обычного стеклотекстолита.
Для оценки технологических возможностей изготовления СВЧ МПП высокой плотности монтажа с использованием ВЧ-материала TPG фирмы Taconic были разработаны специальные тест-платы.
Тест-платы ТПТ предназначены для отработки следующих технологических операций:
- изготовления рисунка с шириной проводников и зазоров 0,125 мм; 0,1 мм; 0,075 мм; и 0,05мм;
- сверления отверстий диаметром от 0,2 мм;
- прессования многослойных пакетов;
- металлизации отверстий с диаметрами 0,2 мм; 0,5 мм; и 0,75 мм;
- финишного покрытия проводников
Рисунок тест-платы является универсальным, предназначенным как для ДПП (2-сторонней платы) без отверстий, так и с металлизацией отверстий, а также для 4-слойной МПП. Наружные слои 4-слойной тест-платы (ТПТ-2) изготовлены аддитивным методом на металлическом носителе и припрессованы с носителей с помощью склеивающей прокладки диэлектрика TPG-30-0045 к заготовке 2-сто-роннего экранного слоя (слои 2 и 3), выполненного также по аддитивной технологии с использованием препрега FR-4 DE 117 ML (см. рис. 8 ).
Технические характеристики тест-платы:
- размер тест-платы 100x80 мм (98,5x78,5 мм);
- ширина проводника и зазоров: 0,125 мм; 0,1 мм; 0,075 мм; 0,050 мм с допуском на ширину проводников ±10%;
- металлизированные отверстия: диаметр сверла 0,25 мм с контактной площадкой (КП) диаметром 0,5 мм; диаметр сверла 0,5 мм, КП — 0,8 мм; диаметр сверла 0,75 мм, КП — 1,1 мм.
На заготовке размером 420x310 мм (рабочее поле » 200x240 мм) расположены 4 тест-платы размером 100x80 мм (98,5x78,5 мм) и 4 тест-купона размером 210x20 (17) мм, предназначенных для контроля волновых сопротивлений открытых полосковых линий, расположенных на 1-м слое для ДПП, а также на 1-м и 4-м слое для МПП. Тест-купон для контроля волновых сопротивлений:
- Т1 — для проводников шириной 0,125 мм;
- Т2 — для проводников шириной 0,1 мм;
- Т3 — для проводников шириной 0,075 мм;
- Т4 — для проводников шириной 0,05 мм.
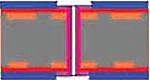
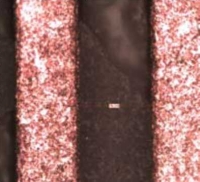
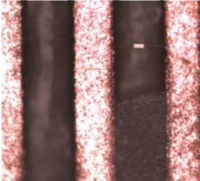
Для изготовления высокопрецизионных внутренних слоев тест-плат для систем в корпусе была отработана методика дифференциального травления слоев с тонкой шиной (4...5 мкм) без металлорезиста. Прецизионное травление производилось на глубину 5...6 мкм. Подтравливание запрессованного рисунка схемы составило не более 2...3 мкм, а общая толщина проводников оставалась на уровне 30...35 мкм (см. рис. 9, 10) при номинальной ширине линий 0,05 и 0,075 мм (см. рис. 11, 12).
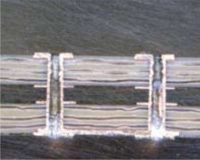
По разработанной технологии изготовлены тест-платы из материала TacPreg TPG-40. Пример наружных слоев этих плат показан на рис. 13.
 |
 |
|
Рис. 8. Разрез 4-слойной тест-платы (ТПТ-2)
|
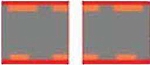
Рис. 9. Поперечный разрез шлейфа проводников с шириной линии/зазора 75/75 мкм, выполненных аддитивным методом
|
 |
 |
|
Рис. 10. Поперечный разрез шлейфа проводников с шириной линии/зазора 50/50 мкм, выполненных аддитивным методом
|
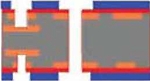
Рис. 11. Шлейф проводников с шириной линии/зазора 75/75 мкм, выполненных аддитивным методом (вид сверху)
|
 |
 |
|
Рис. 12. Шлейф проводников с шириной линии/зазора 50/50 мкм, выполненных аддитивным методом (вид сверху)
|
Рис. 13. Тест-плата, изготовленная из материала TacPreg TPG-40
|
- Использование метода полностью аддитивного формирования слоев позволяет изготавливать МПП с прецизионным рисунком слоев (ширина линии/зазора — 50/50 мкм и менее).
- Получаемый этим методом рисунок печатной схемы имеет высокую точность по ширине и толщине (до ±5 мкм). Проводники в поперечном сечении имеют прямоугольную форму.
- Адгезия печатных элементов увеличена за счет запрессовки в диэлектрик.
- Метод позволяет получать внутри МПП диэлектрик с различными свойствами за счет выбора типа препрега.