



- Главная
- Оборудование для печатных плат
- Оборудование для поверхностного монтажа
- Технологии производства плат и поверхностного монтажа
- Инструмент для печатных плат и Запасные части
- Материалы и Химикаты для печатных плат и поверхностного монтажа
- Гальваническое оборудование
- Лабораторное и аналитическое оборудование
- Сервис и техническое обслуживание
- Как нас найти
- Начало раздела
- Оборудование
- Сервис
- Справка
- Фото
- Контакты

Проектирование экономичных гальванических линий
Cтатья в журнале Мир гальваники 3 (16) Автор: Е.А.Крылов - директор по гальваническому оборудованию ООО «РТС Инжиниринг»
При выборе гальванической линии важное значение имеет не только цена самой линии, но и затраты на ее эксплуатацию. За последнее десятилетие в России происходят качественные изменения в подходах к решению экологических проблем. Экологическая направленность становится все более экономически оправданной. Мероприятия по снижению отрицательного воздействия на окружающую среду ведут также к снижению расходов сырья и материалов, экономии энергоресурсов. Ежегодные повышения тарифов на энергоносители и штрафов за загрязнение окружающей среды понуждают промышленные предприятия более тщательно подходить к выбору закупаемого оборудования. В условиях рыночной экономики перед разработчиками гальванического оборудования стоит задача по созданию рентабельных и малоотходных линий.Для создания экономичных в эксплуатации, а значит и более рентабельных гальванических линий, необходимо решить несколько основных задач:
- Снижение водопотребления;
- Сокращение выноса ценных растворов из рабочих ванн;
- Возврат вынесенных растворов в рабочие ванны;
- Экономия электрической и тепловой энергии;
- Уменьшение занимаемой площади.
Стремление к снижению водопотребления, сокращению и возврату выноса ценных растворов вызвано экономией и высокими экологическими требованиями.
В большинстве регионов России действуют очень жесткие требования к ПДК вредных веществ в сточных водах. При очистке сточных вод до этих нормативов экономически не выгодно сливать очищенную воду в канализацию и многие предприятия стремятся установить очистные сооружения с возвратом воды в технологический процесс. Такие установки очень дорогие и порой превышают стоимость гальванического оборудования в несколько раз. Поэтому задача снижения стоков очень актуальна: чем меньше стоков сбрасывается на очистные сооружения, тем меньше средств необходимо на очистку стоков. Основными методами снижения водопотребления в гальваническом производстве являются:
1. Применение многокаскадных и струйных промывок,
2. Дозированная подача воды в промывные ванны,
3. Подпитка технологических ванн водой из ванн улавливания,
4. Интенсификации промывок,
5. Повторное использование промывной воды.
Применение многокаскадных промывок позволяет значительно сократить водопотребление. Это видно из нижеприведенной таблицы расхода воды для различных схем промывки после никелирования, взятой из книги д. т. н. С. С. Виноградова «Экологически безопасное гальваническое производство». Расход воды при 3-х каскадной противоточной промывке в 3000 раз меньше, чем при использовании одноступенчатой ванны. Если многокаскадные промывки применяются для промывки деталей любой формы, то струйные промывки, хотя являются более экономичными, могут использоваться только для промывки простых по форме деталей. Наряду с этим используются комбинированные промывки, состоящие из проточной ванны и форсунок, установленных сверху.
| Режим промывки | Расход воды, л/ч | ||||
| Одна ступень | Две ступени | Три ступени | Четыре ступени | Пять ступеней | |
| Прямоточный | 1200 | 31 | 11 | 7 | 6 |
| Противоточный | 1200 | 16 | 4 | 2 | 1,1 |
| Периодически непроточный | 1200 | 11 | 2 | 0,8 | 0,4 |
Значительно сократить объем промывных вод позволяет дозированная подача воды в ванны промывки, когда вода подается только при нахождении в ваннах подвесок с деталями. В автоматических линиях можно организовать подачу воды в зависимости от площади поверхнповерхно сти загруженных деталей. Интенсификация промывок осу ществляется путем перемешивания воды воздушным или безвоздушным методом, что также влечет к сокращению водопотребления и времени промывки деталей. Для перемешивания воды в ваннах промывки используют всем известный метод воздушного перемешивания с помощью барботёров.
Надо отметить, что не все фирмы, поставляющие оборудование выполняют их правильно. Необходима конструкция барботёров, обеспечивающая равномерное перемешивание и исключающая подсос воды в трубопровод. Это особенно важно в процессорных ваннах с использованием блескообразующих добавок.
Для получения сжатого воздуха на современных гальванических линиях вместо компрессоров используются специальные канальные нагнетатели. Это очень надежные устройства, рассчитанные на большой ресурс работы. Так, на одном из предприятий он работает круглосуточно уже 6 лет. Внешний вид канального нагнетателя воздуха показан на рис.1.




Для более эффективного перемешивания жидкости, как в промывочных ваннах, так и в процессорных, в последнее время применяется безвоздушный метод. Безвоздушная система перемешивания показана на рис. 2 и состоит из труб с соплами Вентури и насоса, подающего раствор на сопла.
При подаче насосом 1 л раствора на сопло Вентури из ванны захватывается 4 л и осуществляется эффективное перемешивание. Особенно эффективно применение метода безвоздушного перемешивания рабочих растворов в гальванических ваннах, что позволяет:
- получить более равномерное покрытие,
- использовать повышенные плотности тока, а значит снизить время нанесения покрытия,
- снизить расход добавок
Основной недостаток этой системы - ее высокая стоимость, поэтому разумно использовать ее только в гальванических ваннах, а в промывочных ваннах использовать воздушное перемешивание. Сокращение выноса растворов достигается правильным расположением деталей на подвеске, увеличением времени выдержки подвески над ванной для полного стекания раствора и использованием каплеулавливающего поддона, расположенного на автооператоре. Так, увеличение времени выдержки деталей над ваннами с 4 до 16 секунд сокращает вынос раствора в 3 раза. Многие зарубежные фирмы для сокращения выноса растворов используют струйные промывки, расположенные на горячих рабочих ваннах, как показано на рис. 3.
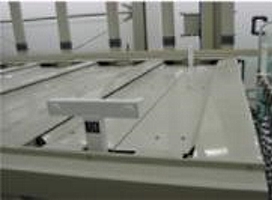
При этом промывка деталей осуществляется при подъеме подвески из рабочей ванны и происходит практически полный возврат раствора, захваченного деталями. Для сокращения времени выдержки подвески над ваннами и исключения попадания раствора в другие ванны при перемещениях на автооператоре устанавливается специальный поддон (рис. 4), который автоматически подводится под подвеску или барабан при его транспортировке для сбора жидкости, стекающей с деталей.
Жидкость из поддона стекает в специальную емкость или в специальный канал, расположенный вдоль линии, и направляется на очистные сооружения. Возврат вынесенного электролита из горячих рабочих ванн осуществляется путем сбора отработанной промывной воды в специальную накопительную емкость, из которой с помощью электронасоса или с помощью простейшего эрлифта вода подается в рабочую ванну. При установке достаточного количества каскадов промывки можно создать замкнутую систему, когда потери от испарения и выноса раствора рабочей ванны будут компенсированы промывочной водой. Схема такой установки представлена на рис. 5.

Для рабочих ванн без нагрева возврат вынесенного электролита можно организовать установкой испарителя, из которого концентрат будет направляться в рабочую ванну, а вода в промывочные ванны. Это очень дорогой вариант, но для достижения установленных в не которых регионах высоких ПДК на сточные воды он может быть безаль тернативным. Так же для этих целей возможно использовать атмосферный ис паритель. Вид такого испарителя представлен на рис. 6.
Нагретая промывная вода поступает сверху в колонку, снизу вентилятор нагнета ет воздух. Происходит интенсивное испарение воды. Вода, прошедшая через колонку, возвращается в ем кость, и цикл повторяется, пока в емкости не образуется концентрат, который с помощью насоса возвра щается в рабочую ванну. При проектировании гальванических линий большое внимание необходимо уделять экономии электро и тепловой энергии. Так, снижение выброса отработанного воздуха в атмосферу позволяет сократить затраты на нагрев воздуха приточной вентиляции в зимний период, что очень актуально для России.
Благодаря снижению этих затрат повышается рентабельность линии. Для процессов, протекающих при высокой температуре, используются ванны с теплоизоляцией и автоматическими крышками (рис. 7), закрывающимися после загрузки в них подвесок с деталями с помощью электро или пневмопривода. Крышки связаны с заслонками, регулирующими количество отсасываемого воздуха. При работе линии все крышки находятся в закрытом положении, открывается крышка только той ванны, в которую в данный момент происходит опускание или из которой осуществляется подъем подвески с деталями. Поэтому при проектировании гальванической линии можно значительно уменьшить производительность вентиляционной системы.
Для устранения выброса вредных веществ в атмосферу при открывании крышек также используются транспортные устройства, закрытые оболочкой и оснащенные специальным дроссельным клапаном, соединенным с вентиляционной системой. Таким образом каждая транспортная тележка отсасывает отработанный воздух только одной ванны, при этом поверхности других ванн перекрыты крышками. Использование механических крышек на ваннах и транспортные устройства с оболочкой позволяет
- сократить выброс отработанного воздуха,
- сократить сократить до 80% при соблюдении допустимых концентраций вредных веществ на рабочем участке.
В линиях, на которых нет возможности установить крышки или в этом нет необходимости по экономическим соображениям, снижение количества отвода отработанного воздуха, производится с помощью системы «наддувавытяжки» (см. рис. 8).
При этом над ванной создается воздушная завеса, препятствующая проникновению вредных испарений в атмосферу. При таком методе можно получить сокращение выбрасывания отработанного воздуха приблизительно на 50%.
Основная электрическая мощность в гальванических линиях потребляется системой нагрева растворов и выпрямителями. Экономию при электрическом нагреве растворов можно получить, если нагрев осуществлять в ночное время, когда действует льготный тариф. Для этого устанавливается программируемый таймер, который включает электронагрев ванн автоматически в заданное время. Это позволяет не только сократить расходы на оплату электроэнергии, но и не тратить рабочее время на ожидание нагрева растворов.
Для большего экономического эффекта целесообразно использовать меньшее количество нагревателей, увеличив время нагрева до 4-6 часов. Это приводит к снижению стоимости оборудования и занимаемой площади, т.к. для размещения большого количества нагревателей необходимо дополнительное пространство рабочих ванн. Экономии электроэнергии так же можно добиться, используя воздушные сушки с теплоизоляцией корпуса и циркуляцией горячего воздуха внутри сушки. Кроме того, снижение энергопотреблениялучить используя современные комплектующие изделия.
Так, новое поколение выпрямителей с использованием высокочастотной техники переключения позволяет не только экономить на энергопотреблении, но и получать более качественное покрытие за счет повышения точности задания тока и снижения пульсаций напряжения и тока на выходе. Другой возможностью получения экономичной гальванической линии, которую используют в основном зарубежные фирмы, является создание комбинированных линий (рис. 9).




При проектировании нескольких гальванических линий путем анализа технологических процессов возможно уменьшение числа рабочих ванн и промывок за счет использования ванн одинакового назначения в разных процессах. При этом достигается не только экономия площадей, но и сокращение затрат на транспортную систему, вентиляцию, водопотребление и обработку сточных вод. Однако для управления такой линией необходима сложная компьютерная программа. При недостатке места для размещения гальванической линии в одну линейку практикуется разбивка линии на несколько и размещение ее в две и более линеек. Для передачи подвесок с одной линии на другую используются специальные передаточные станции. С целью сокращения производственной площади, а также при недостатке места на модернизируемых производствах создаются двухуровневые гальванические линии (рис. 10).
На первом уровне располагаются очистные сооружения, станция загрузки-разгрузки с накопителями, помещение для компьютеров управления техпроцессом, маслоотделители, шкафы управления оборудованием и выпрямители. Штанга с подвесками специальным подъемником поднимается на второй уровень и передается на транспортную систему линий. На втором уровне расположены ванны, вентиляционная система и другое оборудование. Важное значение при создании экономичных автоматических или механизированных гальванических линий имеет выбор транспортной системы линии. В линиях используются подвесные, консольные или портальные автооператоры. Подвесные (тельферного типа) автооператоры показаны на рис. 11 перемещаются по двум направляющим рельсам, размещенным на портальных конструкциях.
Использование в транспортной системе подвесных автооператоров облегчает доступ к ваннам для обслуживания и позволяет при необходимости быстро повысить производительность гальванической линии путем добавления необходимого количества ванн. Эти работы выполняются в течение нескольких дней. В небольших гальванических линиях целесообразно использовать автооператор консольного типа (рис. 11), а при длине ванны более 2-х метров и большой грузоподъемности портальные автооператоры.
Сердцем автоматической гальванической линии является программа управления. Каждая программа создается для конкретной линии и все её особенности и необходимые дополнительные функции должны обсуждаться с заказчиком оборудования. Программа должна быть проста в эксплуатации и позволять специалистам любой квалификации составлять необходимую циклограмму передвижения автооператора, программировать время нахождения деталей в ваннах, температуру растворов, подаваемый ток, производить дозирование добавок в рабочие ванны в зависимости от наработки ампер-часов или от обработанной поверхности.
При создании рентабельной линии важное значение имеет сокращение времени на обслуживание линии. Ежедневное обслуживание линии начинается с проверки уровня растворов ванн, поэтому в линиях необходимо предусматривать подвод воды к каждой ванне. Пополнение ванн может быть организовано как в ручном режиме, так и в автоматическом. Использование недельного таймера для нагрева ванн, о котором говорилось выше, позволяет приступить к работе с началом рабочей смены. Для того чтобы сделать обслуживание анодов более удобным (в частности для больших автоматизированных линий), применяются специальные анодные штанги, позволяющие автооператору перемещать их вместе с анодами в специальную станцию, расположенную с краю линии (рис. 12).
По окончании обслуживания автооператор перемещает штангу обратно на свое место. Эта же станция может быть использована для обслуживания барабанов. На экономичность оборудования так же влияет конструкция ванн, т.к. правильно спроектированные и из-срок эксплуатации. Прежде всего, необходимо отметить, что в настоящий момент в РФ не существует каких– либо государственных стандартов, в соответствии с которыми должны проектироваться и производиться емкости из термопластов.
Данный факт, а также отсутствие необходимого оборудования, технологий и знаний открывает перед отечественным производителем широкий простор для фантазий и экспериментов. Поэтому, прежде чем покупать пластиковые ванны, желательно посмотреть образцы нескольких фирм, поинтересоваться, где проходили обучения сварщики и имеют ли они квалификационный сертификат.
Ванны можно сваривать прутком с помощью фена или заливать шов с помощью экструдера, что по разному влияет как на стоимость ванны, так и на ее надежность и долговечность. Так, применение более тонкого листа снижает одновременно как трудозатраты, так и общую стоимость использованных материалов. Себестоимость ванны сваренной из листа 8 мм очевидно 1,5-2 раза ниже, чем ванны из листа 15 мм, что, естественно , влияет на цену оборудования, но так же снижает прочность и срок службы ванны.
При проектировании и изготовлении сварных емкостей из термопластов мировые производители гальванического оборудования в основном используют стандарт, разработанный Немецким Союзом Сварщиков (DVS). Данный стандарт и методика расчета параметров емкости учитывает все факторы, воздействующие на емкость в процессе ее эксплуатации, а также регламентирует выбор необходимого запаса прочности и дает рекомендации по изготовлению. Ванны для линий изготавливаются из полипропилена, ПВХ, ПВДФ, нержавеющей стали, титана. Примеры выполненных ванн приведены на рис. 13

Материал ванн выбирается в зависимости от среды, температуры и требований производителей химии. Дно ванн обычно выполняется с наклоном к сливу. Для обеспечения жесткости ванны имеют металлический каркас, покрытый кислотостойкой краской или закрытый пластиковым профилем. Для упрощения выравнивания ванн при монтаже ножки оборудуются регулируемыми опорами.
Это особенно актуально, когда полы под линией выполнены с наклоном для слива растворов в трап при аварийной ситуации. Как показал опыт эксплуатации импортных гальванических линий в России, хорошо спроектированная и правильно изготовленная ванна из полимерных материалов служит не менее 20 лет.
Экономичность гальванических линий так же зависит от многих других факторов, которые необходимо учитывать при проектировании и изготовлении гальванического оборудования. При покупке гальванической линии следует просчитывать не только цену самой линии, но и затраты на ее эксплуатацию. Недорогие гальванические установки по истечении нескольких лет могут оказаться очень дорогими и нерентабельными в эксплуатации.